2026-07-10
В нашей практике работы с производителями бытовой техники и автомобильных компонентов мы часто сталкиваемся с одной и той же проблемой: попытка сэкономить на сырье приводит к удорожанию конечного продукта. Обычный гомополимер полипропилена (PP) обладает отличными химическими свойствами, но его горючесть и низкая ударная вязкость при низких температурах делают его непригодным для многих современных задач. Когда инженер выбирает материал для корпуса электродвигателя или элемента салона автомобиля, он должен учитывать не только цену за килограмм, но и стоимость сертификации готового изделия.
Модифицированный PP решает эти проблемы на молекулярном уровне. Добавление антипиренов, эластомеров и минеральных наполнителей меняет физико-механические свойства базовой смолы. Это не просто “пластик с добавками”, это инженерный материал с предсказуемым поведением при экстремальных нагрузках. Если вы используете немодифицированный PP в изделиях, требующих класса горючести V0 по UL94, вы гарантированно провалите тесты. Именно поэтому рынок смещается в сторону специализированных компаундов, где производитель сырья берет на себя ответственность за соответствие нормативам.
При закупке промышленной партии материала недостаточно смотреть только на индекс текучести расплава (MFI). Для инженера-конструктора критически важны три параметра, которые определяют жизнеспособность детали в реальных условиях. Мы в АО «Чанчжоу Ханьбан инженерные пластики» тестируем каждую партию объемом 20 000 тонн в год именно по этим метрикам, чтобы исключить брак на этапе литья.
Выбор конкретного баланса между текучестью и прочностью зависит от геометрии вашей детали. Тонкостенные корпуса требуют высокого MFI (более 25 г/10 мин), тогда как толстостенные конструкционные элементы лучше отливать из материалов с MFI 10-15 г/10 мин для предотвращения усадки.
Один из самых частых вопросов, который нам задают клиенты из Европы и России: какой тип антипирена выбрать? Ответ зависит от экологических требований и сферы применения. Ниже приведено детальное сравнение двух основных подходов к модификации.
| Параметр | Галогенные системы (Br/P) | Безгалогенные системы (N-P, Mineral) |
|---|---|---|
| Эффективность огнестояния | Высокая при низком содержании (15-20%) | Требует высокого содержания (30-50%) |
| Влияние на механику | Меньшее снижение ударной прочности | Значительное повышение хрупкости |
| Экологичность | Риск выделения токсичных газов при горении | Безопасно, соответствует RoHS и REACH |
| Стоимость | Ниже на 10-15% | Выше из-за сложной технологии диспергирования |
| Применение | Промышленная электроника, скрытые детали | Бытовая техника, автоинтерьер, игрушки |
Мы рекомендуем использовать безгалогенные марки для потребительских товаров, так как требования законодательства ужесточаются. Однако для внутренних компонентов промышленного оборудования галогенные системы остаются экономически оправданными благодаря лучшей сохранности механических свойств. Важно помнить, что высокое содержание минеральных наполнителей в безгалогенных системах требует использования специальных смазок и Compatibilizers для предотвращения абразивного износа шнека экструдера.
Теорические характеристики мало что значат без привязки к реальному производству. Давайте рассмотрим два конкретных кейса, где правильный выбор модифицированного PP сэкономил нашим клиентам миллионы рублей.
Автомобильная промышленность: Производство корпусов аккумуляторных блоков для электромобилей. Здесь критична не только огнестойкость (предотвращение теплового разгона), но и стойкость к вибрациям. Один из наших клиентов столкнулся с появлением микротрещин на крепежных элементах корпуса после зимних тестов. Проблема была в неправильном подборе эластомера в матрице PP. Мы заменили стандартный EPDM-модификатор на специальный каучук с повышенной адгезией к полиолефинам. Результат: ударная вязкость при -30°C выросла на 40%, а количество брака при литье снизилось с 3% до 0.2%.
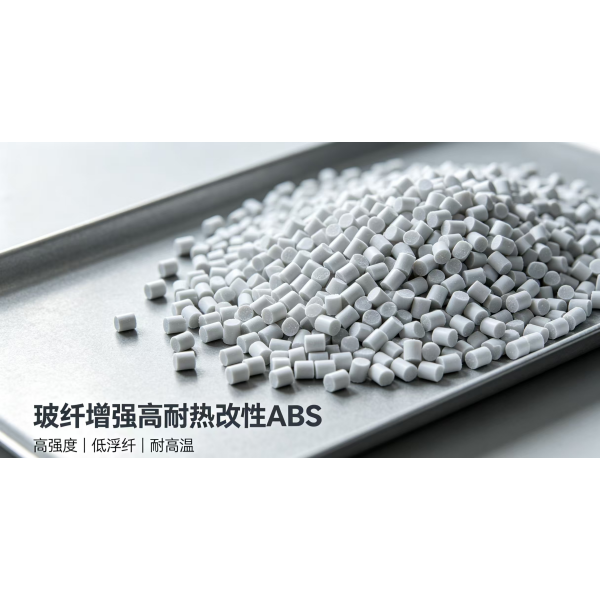
Бытовая техника: Корпуса мощных фенов и обогревателей. Температура внутри корпуса может достигать 120-140°C. Стандартный PP начинает размягчаться уже при 100°C. Использование длиннонаполненного стекловолокном PP позволяет повысить температуру тепловой деформации (HDT) до 150°C. При этом важно обеспечить равномерное распределение волокна, чтобы поверхность изделия оставалась гладкой (“class A surface”). Благодаря прямой поставке сырья и контролю в собственной лаборатории, АО «Чанчжоу Ханьбан инженерные пластики» обеспечивает стабильный цвет и отсутствие дефектов поверхности (“silver streaks”), что критично для видимых деталей бытовой техники.
Рынок полимеров полон предложений, но не все поставщики могут обеспечить воспроизводимость свойств от партии к партии. Вот чек-лист, который мы рекомендуем использовать при аудите нового поставщика:
Мы советуем начинать с небольшой пробной партии (например, 500-1000 кг), чтобы настроить режимы литья под конкретное оборудование. Каждый экструдер и термопластавтомат имеет свои особенности нагрева и сдвига, которые влияют на финальную структуру полимера.
Стандартная упаковка составляет 25 кг в мешках. Минимальная отгрузка обычно начинается от 1 тонны (40 мешков на паллете). Для крупных промышленных предприятий мы предлагаем отгрузку в биг-бэгах (500-1000 кг) или напрямую в контейнерах объемом 20-25 тонн. Это позволяет снизить логистические издержки на единицу продукции.
Да, модифицированный PP подлежит вторичной переработке, но с ограничениями. При каждом цикле переработки происходит деградация полимерной цепи и снижение эффективности антипирена. Мы не рекомендуем использовать регранулят более 20-30% в смеси с первичным материалом для ответственных деталей. Для невидимых внутренних компонентов доля вторички может быть увеличена до 50% при условии добавления стабилизаторов.
PP-H (гомополимер) жестче и имеет более высокую температуру плавления, но хрупок на холоде. PP-B (блок-сополимер) содержит этиленовые звенья, что придает ему лучшую ударную прочность. Для огнестойких применений чаще используют PP-H как базу, добавляя эластомеры отдельно, чтобы точно контролировать баланс жесткости и ударной вязкости. Использование готового PP-B может затруднить прогнозирование конечных свойств компаунда.
Храните гранулы в сухом, прохладном месте, вдали от прямых солнечных лучей. Оригинальная упаковка должна оставаться закрытой до момента загрузки в бункер. Если материал хранился в условиях повышенной влажности более 48 часов, необходима сушка при 80-90°C в течение 2-4 часов перед переработкой. Игнорирование этого шага приведет к появлению дефектов поверхности и снижению механической прочности.
Выбор правильного материала — это инвестиция в надежность вашего бренда. Мы понимаем, что каждый проект уникален, и готовы предложить индивидуальные решения на базе нашего опыта и производственных мощностей. Наша лаборатория проводит полный цикл испытаний, включая проверку на старение и огнестойкость, чтобы вы получили материал, который работает именно так, как задумано в проекте.
Если вы ищете надежного партнера для поставок высококачественного модифицированного PP, который соответствует строгим международным стандартам, мы готовы обсудить ваши технические требования. Свяжитесь с нами сегодня для получения технической консультации и образцов продукции.
Узнайте больше о наших возможностях и продуктовой линейке на сайте АО «Чанчжоу Ханьбан инженерные пластики».